Co-written by Livia Duprez
Introduction
As emphasised in the most recent IPCC report, carbon dioxide removal (CDR) technologies will have an instrumental role in achieving the 1.5 degree target.
At the forefront of the CDR delivery and credit purchases is Charm Industrial — a company specializing in bio-oil injection, a CDR technology that takes waste biomass, puts it through pyrolysis, and traps the residue oil deep within the Earth.
The process of creating bio-oil is similar to that creating biochar in terms of biomass acquisition and pyrolytic methods, but distinguishes itself in its permanence and durability: 10,000+ years¹ of permanence with bio-oil compared to approximately 1,000 years² with large error bars that surround it.³
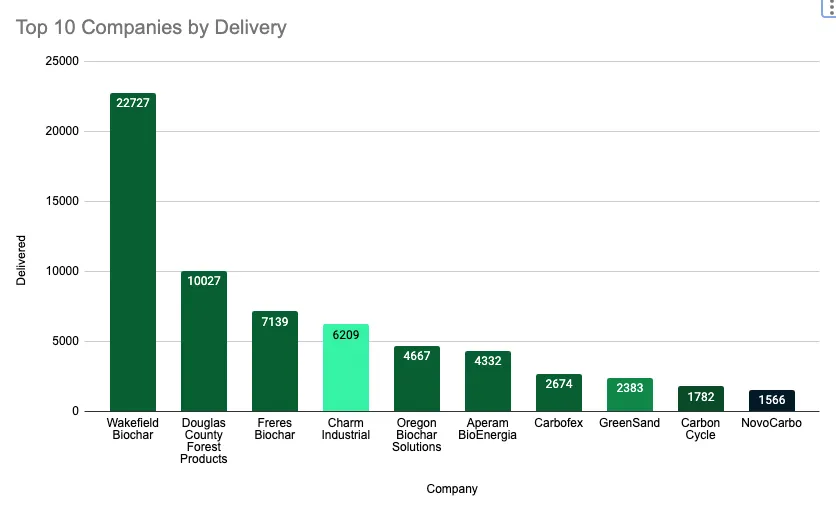
Charm Industrial is the solitary CDR bio-oil project developer, and it has delivered 6,000+ tCO2e⁴, which is only surpassed by a handful of biochar companies. Charm has also pre-sold approximately 160,000 credits, making it the 5th largest holder of future credits within the CDR space, almost double the amount of Climeworks.

While bio-oil shines in its delivery and permanence, it is useful to compare this to its sister technology: biochar. The average unit cost of biochar is approximately $200, with bio-oil being $600. Biochar has been seen as the most scalable technology within CDR⁵ due to its low storage and manufacturing cost. Both benefit from process familiarity: bio-oil and biochar have been used within the last century for various industrial purposes. Biochar is used as a fertiliser, while bio-oil is a main constituent of bio-fuel, both having already large supply chains that can be retrofitted into CDR methods.
How will bio-oil scale in the future, why is the cost so much higher than biochar, and why is Charm Industrial both so successful and (so far) the only player in the market? Read this blog to find out.
What is bio-oil?
Bio-oil, also referred to as biomass oil⁶ or pyrolysis oil⁷, is a biologically-based CDR technology similar to biochar and BECCS. The process takes biomass feedstock and pyrolyzes it. This involves heating biomass to high temperatures (400–500℃)⁸ in the absence of oxygen to carbonate the biomass into more permanent form, trapping the carbon from CO2 into three constituent remains: bio-oil, biochar, and ash (as well as syngas). The bio-oil is treated and injected deep into the Earth for permanent storage; the biochar and ash are then put back into the field as a fertiliser.
How is bio-oil different from biochar?
Bio-oil is a black liquid that is made from heating biomass at high temperatures, whereas biochar is a solid porous material that has over 60 different uses, from pillow stuffings to fertiliser (you can read our biochar primer here).
The two products share the initial processes of collecting waste biomass and pyrolysing it to create substances to avoid release of CO2 into the atmosphere. However, the pyrolysis process differs slightly due to a mixture of residence time and temperature.
These properties can generally be broken into fast pyrolysis and slow pyrolysis in the figure 2 below, where fast pyrolysis is high temperature and low residence time, whereas slow pyrolysis is lower temperature and high residence time. Note that, typically, pyrolysis products are: ash, biochar, bio-oil, and syngas, and different heats and residence times just change the quantities of each.
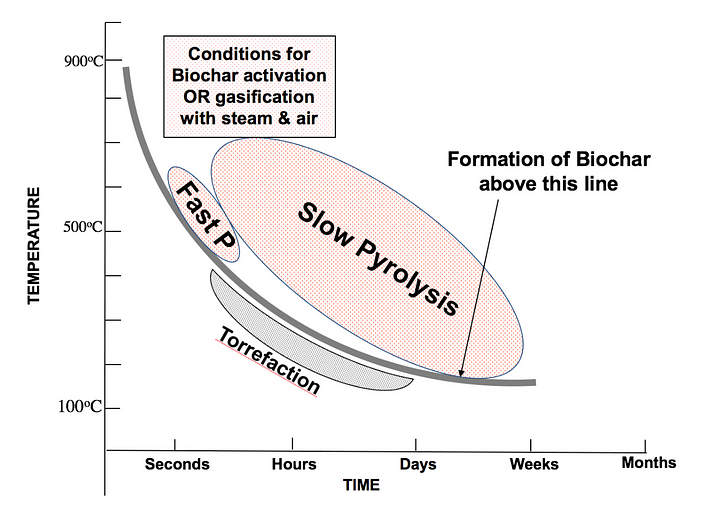
Slow pyrolysis at lower temperatures of 300–500℃ is used to maximise biochar yield, producing approximately 20–40% biochar. To oversimplify, the longer it stays in at a low temperature, the more the biomass decomposes and becomes a solid. While bio-oil is also produced during slow pyrolysis, it is of lower quality and decreased yield at around 15–30%. This bio-oil is typically used as carbon neutral fuel to potentially heat up pyrolysis equipment or heating. Slow pyrolysis as a biochar developer is generally more favourable, as it is cheaper and requires less advanced knowledge to operate. It’s also cheaper at approximately $100,000 per pyrolysis device, meaning a low entry barrier.
Fast pyrolysis, on the other hand, typically results in a higher yield of liquid bio-oil: around 60–75% of total output. The rapid heating process of seconds to minutes and temperatures of 500℃ encourage the formation of volatile compounds that condense into bio-oil. When using fast pyrolysis, biochar yield is typically 5–15%, which is less than half the biochar yield from slow pyrolysis. However, depending on the economics and scale of the operation, this process may be more energy efficient and biochar producers could opt for an optimised fast pyrolysis approach.
Fast pyrolysis equipment is typically much more expensive as an upfront capital investment at approximately $500k to $1m, which is a large differentiator in the cost of biochar vs bio-oil, giving a higher barrier to entry for traditional bio-char developers as they would have to raise more capital to keep overheads for technical staff and purchase upfront equipment. Therefore, costs and tacit technological knowledge are significant barriers to entry.
What makes bio-oil different from bio-fuel?
So after understanding the difference between bio-oil and biochar, what about biofuel? Bio-oil is a main constituent of bio-fuel, which has a large global market that has been valued at $117 billion in 2022⁹, with 45 billion litres of biofuel produced per year¹⁰. This statistic would suggests that the bio-fuel industry could become a major player in the CDR market with bio-oil injection, considering bio-fuel companies are already developing the substance at scale.
The bio-fuel industry dates back to the late 1800s, but large industrial interest spiked in World War II, due to a shortage in traditional fossil fuels. Today, biofuels are already included in 5% of all of all unleaded fuels in the UK, and 10% in E10 fuels across Europe¹¹. This indicates there is a large infrastructure that bio-oil injection could tap into and be developed from.
This leads to the question, what makes bio-oil sequestration different from bio-fuel creation, preventing the bio-fuel industry from pivoting into bio-oil sequestration?

Bio-fuel developers supposedly already have the capital and tacit knowledge to develop and repurpose their supply chain to support bio-oil injection, so it is interesting to see why this may not happen. There are a few reasons for this:
Feedstock: One difference between bio-oil and bio-fuel is the base feedstock. Bio-oil for sequestration uses low energy, low value crop feedstock and residue. For instance, Charm Industrial typically uses waste corn stalks, leaves, and husks which have a variable supply of approximately 860m t/yr in the US, according to a patent held by the company.¹² Charm is further looking to diversify this feedstock supply with trees and plants from forests to prevent forest fires or in the aftermath of droughts; these are all low value, low energy crops.¹³ By utilizing waste biomass, Charm Industrial prevents its decomposition by bacteria, which would otherwise release CO2 back into the atmosphere, making this process environmentally friendly.
These low energy crops contrast to high energy crops that are used for bio-fuel, such as corn and sugarcane, which are more optimal for burning and fuel generation, and are typically more valuable than waste biomass due to their energy content for burning.
Typically, large bio-fuel developers have vertically integrated their feedstock supply chain which implies that switching costs as well as variable supply of waste biomass is something that poses inherent risks. Using waste biomass is more environmentally friendly and is less costly for smaller organisations. However, it also does pose a risk of some large aggregatory costs as bio-oil injection companies scale, with inherent risks of variable supply as the substance may be difficult to logistically aggregate on a year on year basis.
Treatment of bio-oil for biofuel production
While bio-oil can be used as a fuel source with limited post-treatment, it is not the most optimal for burning without additional treatment.
As a base constituent of biofuel, bio-oil is typically treated via hydrodeoxygenation, a costly process that is the main differentiator between bio-oil injection and bio-fuel production. This process involves hydrogen molecules reacting with oxygen-containing groups in the bio-oil under high pressure, creating simple hydrocarbon molecules and water. This increases the stability of bio-oil, lowers its viscosity, and enhances compatibility with further refinery processes, such as distillation¹⁴ and blending.¹⁵ Distillation and blending are also involved in the treatment process for bio-oil injection, indicating some overlap between the bio-fuel and CDR industry, but the degree and scale needed are not yet abundant enough for bio-fuel companies to make the switch.
Treatment of bio-oil for injection and sequestration
Injection of bio-oil into subsurface wells is a precarious and complex process. Charm Industrial tests for and modifies bio-oil to mitigate against potential issues. Some treatments and properties of bio-oil that need to take place in order to make the process safe and stable include:
- Bio-oil typically has a pH of 2.5–3.0:¹⁶ this is corrosive for equipment, well casings, and rock formations — sometimes the pH of the liquid can destabilise the well. Bio-oil is typically modified through the addition of diluents such as water, buffers, or blending activities, such as adding vegetable or sunflower oil and thereby raising the pH of the substance to a safe level of the corresponding well.
- High viscosity and a tendency to auto-polymerise: auto polymerisation is a process describing the tendency of small molecules reacting together under pressure to form long chains that make fluids more sticky. This can clog injection wells. To avoid cloggings, bio-oil can be diluted with water and sunflower oil.
- Flash point: this is the temperature of ignition, and bio-oil typically has a low flash point (e.g. below 60℃), making it a fire or explosion hazard. This is accounted for by raising the flashpoint through instances of distillation and blending which are processes shared by the bio-fuel industry.
- Potential for microbial growth or interaction: this can be problematic due to potential gas-generating reactions that can release CO2, methane, or other gaseous products. This is typically mitigated by heating the oil to temperatures of over 100℃ under controlled conditions (not to ignite the material) and sterilising the fluid. The bio-oil is then tested for microbial activity using a portable microbiology test kit.
If not addressed, any of the above can increase pressure in the well, which can cause leaks and affect the permanence of the carbon sequestration.
Given the similarities between bio-oil injection and the process of creating bio-fuel, bio-fuel companies may begin to pivot to the bio-oil injection industry. However, given that voluntary carbon markets and the demand for carbon sequestration are still unproven, bio-fuel companies likely see it as too risky for the time being.
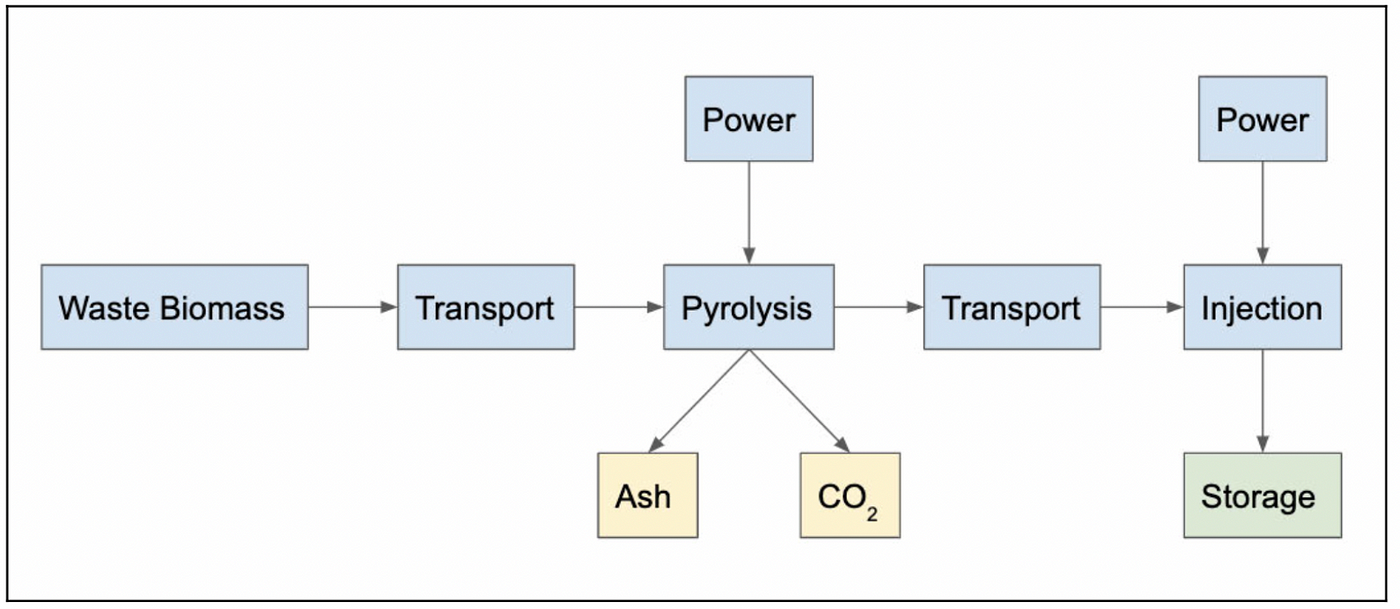
As a recap of the entire bio-oil creation and sequestration process see figure 4. The treatment would happen between second transport and injection on this flow chart.
This makes bio-oil sequestration a difficult market to enter, requiring domain expertise, an emphasis on safety, and novel technology — helping to explain why Charm Industrial has no competitors in the CDR space so far.
Charm Industrial also has a patent for this treatment process, which potentially could inhibit competitors from entering the market with similar methodologies, as well as making it more appealing to investors. On the regulatory level, Charm has also been approved by the EPA Underground Injection Control program, a process which can take many years to accomplish. The company estimates it has safely sequestered 6,209 tons of CO2.
Charm Industrial was founded in 2018 in San Fransisco and has received over $100M in funding since its inceptio). In 2020, the company applied to and was accepted into Frontier Climate, an advanced market commitment that pooled companies such as Shopify and Stripe together to fund experimental but vital R&D to spur the CDR market. On its application in 2020, Charm predicted the price per ton to drop to $175 and expected capacity to go from 10,000 tonnes to 1m tCO2 per year by 2025.
These 2020 projections proved somewhat bullish, with Charm having sequestered 6,200 tCO2 so far. However, its success to date has led to two major contracts: the Frontier commitment valued at $53 million for 112,000 tons of carbon to be delivered between 2024 and 2030; and an agreement with JP Morgan Chase, targeting the removal of 29,000 metric tons of carbon removal over five years. To put this into context, Charm is the 6th largest holder of future credits within the CDR market, with 160,000 tonnes expected to be delivered, and is only eclipsed by the likes of large BECCS and DAC developers such as Drax, Orsted, and 1PointFive.
For more information on the CDR space, check out our public dashboard! If you’re a client, log into our database to learn more about Charm Industrial and 500+ other CDR companies we track.